軸受けの作成。
最初はQRKのターンテーブルと軸受けは再利用の予定。僕もそのつもりでいたら・・・・。
オーナーの方からメール『帰ってから軸受けをまじまじと見たら、あまりにもショボイ。此れも作って下さい。』
QRKを其の侭使う方でも、軸受けは作り変えた方多々。全員の方から好評を得ています。で、どうせ作るなら・・・・・(笑)。
今回の軸受け。QRKのフレームを気にしないで作れます。つまりもっとシッカリと。
最初にQRKのターンテーブルと軸受けを預かり、各部の寸法のチェック。此れがなんと言っても一番大切。
寸法が取り終わり作図。見た目はかっこ良く、機械強度、精度もバッチリと。
この様な軸受けの重要項目。シャフトと軸受けのクリアランスをいくつにするか?
自分のターンテーブルで散々苦労をしましたので、この辺の感覚はバッチリ。
シャフト径はマイクロメーターで簡単に測定できますが、穴径を測るのは簡単では有りません。1/100mmの精度が必要です。
で・・・。
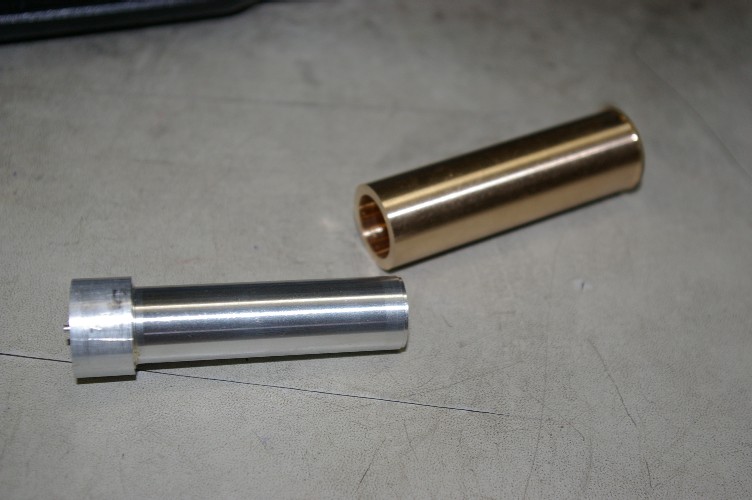
手前のアルミ棒。ターンテーブルシャフト径とドンピシャに作りました。先日納める時にオーナーの方にも確認を。
マイクロメーターの線の幅有るか無いか?誤差2/1000以内(笑)。
このシャフトを軸受けにあてがい、適正クリアランスに穴を開けるのです。
後ろの銅色のパーツが砲金スリーブ。この穴径をドンピシャに掘るのですね。
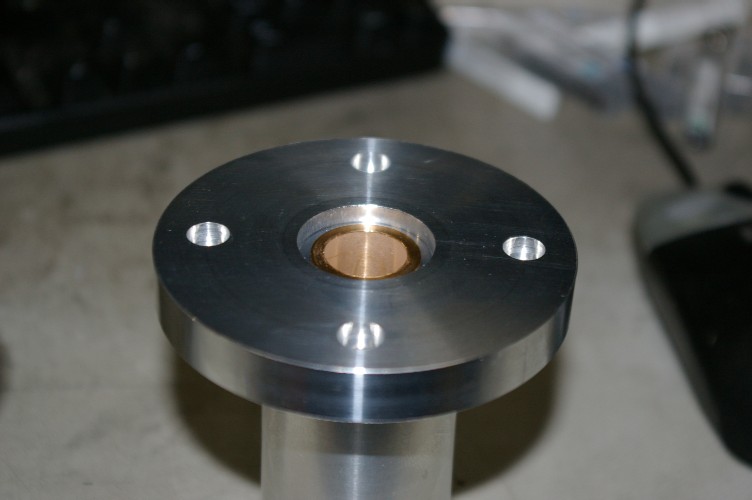
出来上がった軸受け。砲金スリーブと周りのアルミの結合は焼き嵌め。スリーブの外径よりもほんの僅か(2/100位)細く穴を開け、アルミを高温(250℃)に温めます。すると熱膨張で穴径が広がり、スリーブがするりと入るのですね。
勿論一瞬で挿入しませんと途中で止まって・・・・・・(大汗)。
焼き嵌めしますと、スリーブは周りから締め付けられ、穴径は小さく成ります。
焼き嵌めが終わってから、先に作ったゲージをあてがい、穴径を仕上げます。
なんて、簡単に書いていますが・・・・・(笑)。
出来上がった軸受けと純正の比較。


まあ、比べちゃいけませんね。で、QRKのシャフト。個体差が有りますので、ゲージはその度に作り直しです。
今回のゲージ。記念にユーザーの方に差し上げました。
此の侭、キャビネットに取り付けますと、面積が足らなく強度を稼げません。
フランジの下に10mm厚みのアルミ板をセット。
そのアルミ板をキャビに取り付けます。
2011.9.7